客服热线:
客服热线: 碳钢管道酸洗施工
液压、润滑系统管道在配制完毕、冲洗之前必须进行酸洗。酸洗工艺实施之前,管路焊缝必须达到设计要求的探伤合格。酸洗的目的是除去管道内壁的铁锈、焊接产生的氧化皮。目前管道酸洗施工有槽式浸泡和在线循环酸洗2种。
(1)槽式酸洗存在的缺点:①装完毕后,需要二次拆除和二次安装,费工费时;②接量加大,管道容易造成二次污染;③道多次移动,容易变形;④路需要拆卸,接口增多,系统运行时容易造成漏点,维修量加大,导致停产维修时间加长;⑤道焊缝增多,油冲洗时间加长;⑥管件大量增加,工程费用相应增加。
(2)在线循环酸洗可以解决以上问题,但缺点是,底部容易积液和高处排气不畅造成的锈蚀。
根据液压润滑管道设计、施工工期和支管多紧等特点,建议采用在线循环酸洗方案,一次对系统整体酸洗,不留死角,在管路低点和高点各增加排污和排气点,消除潜伏问题,保证工期和质量。
循环酸洗法
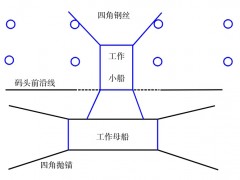
在线循环酸洗是将被酸洗的管道构成回路,用专用酸泵将酸液泵入管道再流回酸液箱,进行的闭式循环酸洗。
(1)根据被酸洗的管道系统进行回路设计,要保证设计构成系统内没有盲点。一般将液压阀、液压泵、液压油马达、液压油缸、压力表、压力继电器短接,不参加酸洗。这样就需设计回路,用短管或耐酸软管沟通回路。设计选用酸洗泵、酸液箱、中和液箱和钝化液箱。
(2)设计制作酸液箱、中和液箱和钝化液箱。根据系统容积确定液箱若长远考虑重复使用,可采用耐酸不锈钢板制作。
(3)给循环酸泵、控制阀、酸洗箱配制管道连接,构成闭式回路系统。
(4)将要在线循环酸洗的管道系统按设计回路用短管连接。
(5)先用水试漏,确认循环酸洗系统没有泄漏。
(6)根据要求配制酸液、中和液、钝化液。
(7)启动酸泵进行循环酸洗,时间一般为4~6 h。
(8)然后再用中和液、钝化液进行循环。
(9)钝化后,管道排空钝化液,不可以使用水冲洗或接触酸性物质,避免返锈。
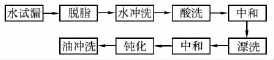
在线循环酸洗的工艺流程见下图:
酸洗配液
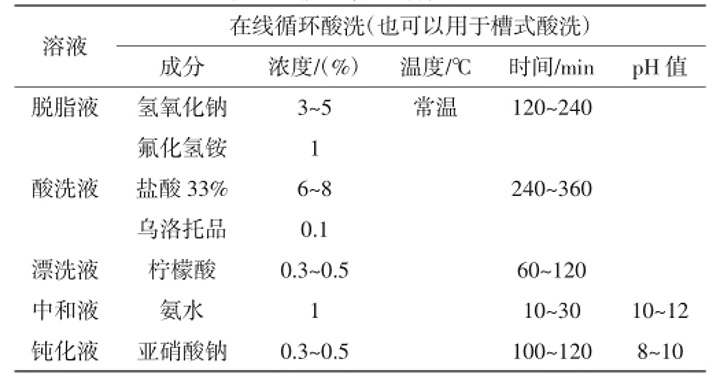
碳钢管道酸洗配比见下表:
中和
管道酸洗后,须立即将中和液充入管内中和管壁残留的酸液,以免残酸腐蚀管壁。中和液一般为浓度较低的碱性溶液。用氨水作中和液不会在管道中留下不溶固体,残余的氨液很容易挥发,因此对酸洗的质量非常有利,而且价格也经济。氨水用作中和剂时,其浓度以1%左右为宜,主要是控制pH值在10~12。
钝化
经中和后的管道表面仍然处于氧化状态,在残留水分或者酸洗现场带有酸雾或碱雾的空气的作用下,又会很快的生成浮锈,因此必须对中和后的管道立即进行钝化处理。
钝化处理是通过钝化液的作用使管道表面生成一层连续而致密的钝化膜,这层钝化膜具有较高的化学稳定性,从而阻碍了空气中氧对金属管道的作用。钝化剂有很多种类,如重铬酸钾(K2CrO4)、铬酸钾(KCrO4)、硝酸钠(NaNO3)、亚硝酸钠(NaNO2)等,但因钝化膜的形成和耐腐蚀性与基体金属组织之间有定向适应关系,因此对不同的金属应采用不同的钝化剂,目前在液压、润滑系统的碳素钢管道的钝化处理中应用较多、效果较好的钝化剂是亚硝酸钠。
亚硝酸钠与水配成钝化液时,浓度应视水中所含氯离子的多少而有所不同,水中氯离子含量高,亚硝酸钠的浓度也应稍高,一般亚硝酸钠的配比为0.3%~0.5%。
亚硝酸钠在弱碱中钝化效果弱,为此往往在钝化液中加入1%~3%的氨水,将钝化液的pH值调到8~10。
钝化后,管道表面将形成一层致密的银色或者钢灰色钝化膜,有良好的防锈功能。管道在钝化后还必须加以干燥,并应及时搬离酸洗场地,以免空气中的酸雾破坏管壁的钝化膜。