客服热线:
客服热线: 碳化水箱清洗小结
我们某化肥厂在化肥生产过程中,经常发生碳化水箱被水垢堵塞或堵死的现象,给碳化操作带来极大困难:主塔温度被迫控制在40“C左右操作;浓氨水中的CoZ含量高达110ml/ml,系统氮水循环量大,产量低,消耗高;工艺指标难以控制;水箱更换频繁,使生产出现周期性的被动局面。针对这一间题,我们请河北省化学清洗公司对碳化水箱进行清洗。得到了满意的效果,关于这次研究处理碳化水箱堵塞问题的具体情况如下。碳化水箱清洗。
一、问题的提出与分析由于我厂地处石家庄西部山区地下水资源较贫乏,节约地下水一也就成了我们必须面视的课题。目.前,碳化岗位用一次水量约占全厂总一次水用量的50一60%,而研究解决碳化水箱堵塞保证换热效果,则更是有效的具体节水措施之一。另外,碳化水箱管内的堵塞物,大部属于水垢,而且多为质地比较松软的碳酸盐垢。当某种原因引起水箱稍有泄漏,碳化塔内氨水便漏入水箱管内硬水中,在水箱冷却管内壁析出水垢,造成换热效果差,不但浪费一次水,而且恶化了碳化岗位的操作条件,因此我们认为:碳化水箱定期进行化学清洗,不但可节约一次水,而且能够保障化肥生产的顺利进行。

二、清洗工作的实施。针对我厂具体情况,决定在化学清洗过程中,采用兰一8缓蚀剂,以减少酸液对铝水箱、钢管件和各机泵的腐蚀;通过化学分析和小试验,我们把有效酸液主体定为工业盐酸,整个清洗工作在不停产的情况下进行。
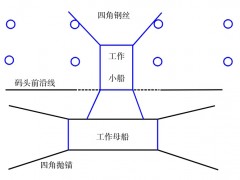
(一)酸洗条件及流程:A.酸洗条件:1.介质主体:盐酸含量5一8%。2.缓蚀剂:兰一8含量0.3%。3.工作温度:常温。4.洗涤时间,视水垢厚度而定。5.洗涤方式:循环与静止浸泡相结合。6.腐蚀监测:挂铝管直观法。B:酸洗流程示意图
(二)酸洗的过程;我们这次清洗的对象是三个并联式碳化主塔的全部水箱。三个碳化塔均为小20。共90个铝水箱,水垢厚度多在5-10,有的管路被水垢部分堵死,堵死长度多在50-600mm。我们采取了两个主塔生产,一个主塔酸洗的轮换方法,其洗涤程序是:
A.首先切断被洗主塔与生产系统的所有气液联系,按流程示意图接好酸洗槽、循环泵及铝水箱进出口管路,形成一个单独闭合循环系统。同时,在酸洗槽内吊一铝管,以直接观察酸蚀情况。
B. 将清水和30%的工业盐酸一并加入酸洗槽,然后再加入兰一8缓蚀剂,达均匀混合,制得盐酸浓度为5一8%,缓蚀剂浓度为0.3%左右的酸洗混合溶液。
C. 开启循环泵,调整各阀门,间歇向水箱打液,直到铝水箱出口管流出酸液,并视酸槽有一定液位时为止。此时方开始循环法酸洗。另外,为了节约酸液,也可将各水箱分组洗涤,如果为了节约时间,也可施行全循环洗涤。
D.洗涤一段时间后,可根据各组水箱出水量大小来初步判断被洗涤的程度。出水量大的水箱可暂时局部停止循环,施行静止浸泡,出水量小的水箱可继续实行循环洗涤,力求同时达到洗涤终点。
E.为了保证洗涤效果,节约时间、药品,减少腐蚀,判断洗涤终点也是很重要的一环,我们由以下几个方面判定终点
1. 直接观察各水箱出水量的大小。
2. 扫`开水箱大盖,观察水垢被洗涤状况。
3. 对各组水箱进出口酸液分别进行取样分析,如果进口酸度和出口酸度接近,可判定洗涤结束。如果距终点相差太远,可适当添加盐酸与缓蚀剂。
F.洗涤达终点后,我们将酸液和本厂废氨水馄合,使PH二7~8,以合乎排放标准。
G.酸液放尽后,加清水进行开路循环,对水箱、酸液槽及水泵进行彻底清洗,以达到保护设备的目的。我们这次清洗工作。前后历经8天的时间。经拆开水箱大封头直接检查,水垢彻底清除,管壁光滑,水箱无明显腐蚀,而且堵死的管路绝大部分被洗通,除垢率达95%以上。经通水实验,三塔各水箱出水量均达理想状态。